
Measurement System Analysis
Introduction to Measurement System Analysis (MSA)
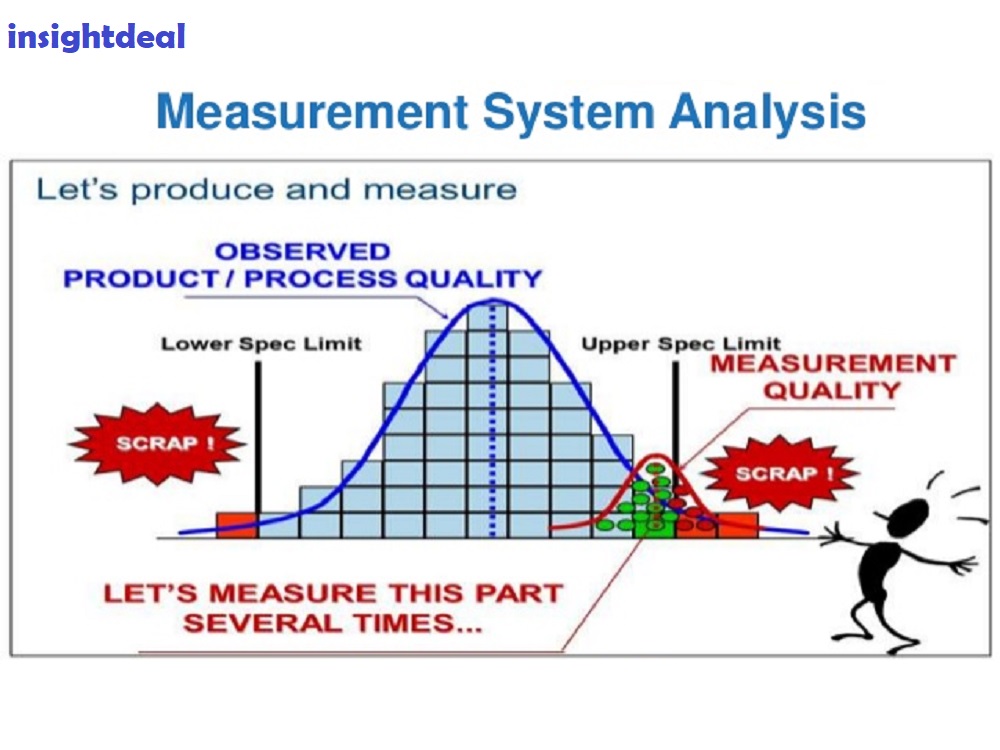
MSA -Every day our lives are being impacted by more and more data. We have become a data-driven society. In business and industry, we are using data in more ways than ever before. Today manufacturing companies gather massive amounts of information through measurement and inspection. When this measurement data is being used to make decisions regarding the process and the business in general the data must be accurate. If there are errors in our measurement system we will be making decisions based on incorrect data. We could be making incorrect decisions or producing non-conforming parts. A properly planned and executed Measurement System Analysis (MSA) can help build a strong foundation for any data-based decision-making process.
What is Measurement System Analysis (MSA)
MSA is defined as an experimental and mathematical method of determining the amount of variation that exists within a measurement process. Variation in the measurement process can directly contribute to our overall process variability. MSA is used to certify the measurement system for use by evaluating the system’s accuracy, precision, and stability.
What is a Measurement System?
Before we dive further into MSA, we should review the definition of a measurement system and some of the common sources of variation. A measurement system has been described as a system of related measures that enables the quantification of particular characteristics. It can also include a collection of gages, fixtures, software, and personnel required to validate a particular unit of measure or make an assessment of the feature or characteristic being measured. The sources of variation in a measurement process can include the following:
- Process – test method, specification
- Personnel – the operators, their skill level, training, etc.
- Tools / Equipment – gages, fixtures, test equipment used, and their associated calibration systems
- Items to be measured – the part or material samples measured, the sampling plan, etc.
- Environmental factors – temperature, humidity, etc.
All of these possible sources of variation should be considered during Measurement System Analysis. Evaluation of a measurement system should include the use of specific quality tools to identify the most likely source of variation. Most MSA activities examine two primary sources of variation, the parts and the measurement of those parts. The sum of these two values represents the total variation in a measurement system.
Why Perform Measurement System Analysis (MSA)
An effective MSA process can help assure that the data being collected is accurate and the system of collecting the data is appropriate to the process. Good reliable data can prevent wasted time, labor, and scrap in a manufacturing process. A major manufacturing company began receiving calls from several of their customers reporting non-compliant materials received at their facilities sites. The parts were not properly snapping together to form an even surface or would not lock in place. The process was audited and found that the parts were being produced out of spec. The operator was following the inspection plan and using the assigned gages for the inspection. The problem was that the gauge did not have adequate resolution to detect the non-conforming parts. An ineffective measurement system can allow bad parts to be accepted and good parts to be rejected, resulting in dissatisfied customers and excessive scrap. MSA could have prevented the problem and assured that accurate useful data was being collected.
How to Perform Measurement System Analysis (MSA)
MSA is a collection of experiments and analyses performed to evaluate a measurement system’s capability, performance, and amount of uncertainty regarding the values measured. We should review the measurement data is collected, the methods and tools used to collect and record the data. Our goal is to quantify the effectiveness of the measurement system, analyze the variation in the data and determine its likely source. We need to evaluate the quality of the data being collected in regards to location and width variation. Data collected should be evaluated for bias, stability, and linearity.
During an MSA activity, the amount of measurement uncertainty must be evaluated for each type of gauge or measurement tool defined within the Process Control Plans. Each tool should have the correct level of discrimination and resolution to obtain useful data. The process, the tools being used (gages, fixtures, instruments, etc.), and the operators are evaluated for proper definition, accuracy, precision, repeatability, and reproducibility.
Data Classifications
Before analyzing the data and or the gages, tools, or fixtures, we must determine the type of data being collected. The data could be attribute data or variable data. Attribute data is classified into specific values where variable or continuous data can have an infinite number of values. More detailed definitions can be found below.
The Master Sample
To perform a study, you should first obtain a sample and establish the reference value compared to a traceable standard. Some processes will already have “master samples” established for the high and low end of the expected measurement specification.
The Gage R&R Study
For gages or instruments used to collect variable continuous data, Gage Repeatability and Reproducibility (Gage R & R) can be performed to evaluate the level of uncertainty within a measurement system. To perform a Gage R & R, first, select the gage to be evaluated. Then perform the following steps:
- Obtain at least 10 random samples of parts manufactured during a regular production run
- Choose three operators that regularly perform the particular inspection
- Have each of the operators measure the sample parts and record the data
- Repeat the measurement process three times with each operator using the same parts
- Calculate the average (mean) readings and the range of the trial averages for each of the operators
- Calculate the difference of each operator’s averages, average range, and the range of measurements for each sample part used in the study
- Calculate repeatability to determine the amount of equipment variation
- Calculate reproducibility to determine the amount of variation introduced by the operators
- Calculate the variation in the parts and total variation percentages
The resulting Gage R & R percentage is used as a basis for accepting the gage. Guidelines for making the determination are found below:
- The measurement system is acceptable if the Gage R & R score falls below 10%
- The measurement system may be determined acceptable depending upon the relative importance of the application or other factors if the Gage R & R falls between 10% to 20%
- Any measurement system with Gage R & R greater than 30% requires action to improve
- Any actions identified to improve the measurement system should be evaluated for effectiveness
When interpreting the results of a Gage R & R, perform a comparative study of the repeatability and reproducibility values. If the repeatability value is large in comparison to the reproducibility value, it would indicate a possible issue with the gauge used for the study. The gauge may need to be replaced or re-calibrated. Adversely, if the reproducibility value is large in comparison with the repeatability value, it would indicate the variation is operator-related. The operator may need additional training on the proper use of the gage or a fixture may be required to assist the operator in using the gage.
Gage R & R studies shall be conducted under any of the following circumstances:
- Whenever a new or different measurement system is introduced
- Following any improvement activities
- When a different type of measurement system is introduced
- Following any improvement activities performed on the current measurement system due to the results of a previous Gage R & R study
- Annually in alignment with set calibration schedule of the gage
Attribute Gage R & R
Attribute measurement systems can be analyzed using a similar method. Measurement uncertainty of attribute gages shall be calculated using the shorter method as below:
- Determine the gage to be studied
- Obtain 10 random samples from a regular production run
- Select 2 different operators who perform the particular inspection activity regularly
- Have the operators perform the inspection two times for each of the sample parts and record the data
- Next, calculate the kappa value.
- When the kappa value is greater than 0.6, the gage is deemed acceptable
- If not, the gage may need to be replaced or calibrated
The attribute gage study should be performed based on the same criteria listed previously for the Gauge R & R study.
During MSA, the Gage R&R or the attribute gage study should be completed on each of the gages, instruments, or fixtures used in the measurement system. The results should be documented and stored in a database for future reference. It may be required for a PPAP submission to the customer. Furthermore, if any issues should arise, a new study can be performed on the gauge and the results compared to the previous data to determine if a change has occurred. A properly performed MSA can have a dramatic influence on the quality of data being collected and product quality.
Key Terms and Definitions
- Attribute data – Data that can be counted for recording and analysis (sometimes referred to as go/ no go data)
- Variable data – Data that can be measured; data that has a value that can vary from one sample to the next; continuous variable data can have an infinite number of values
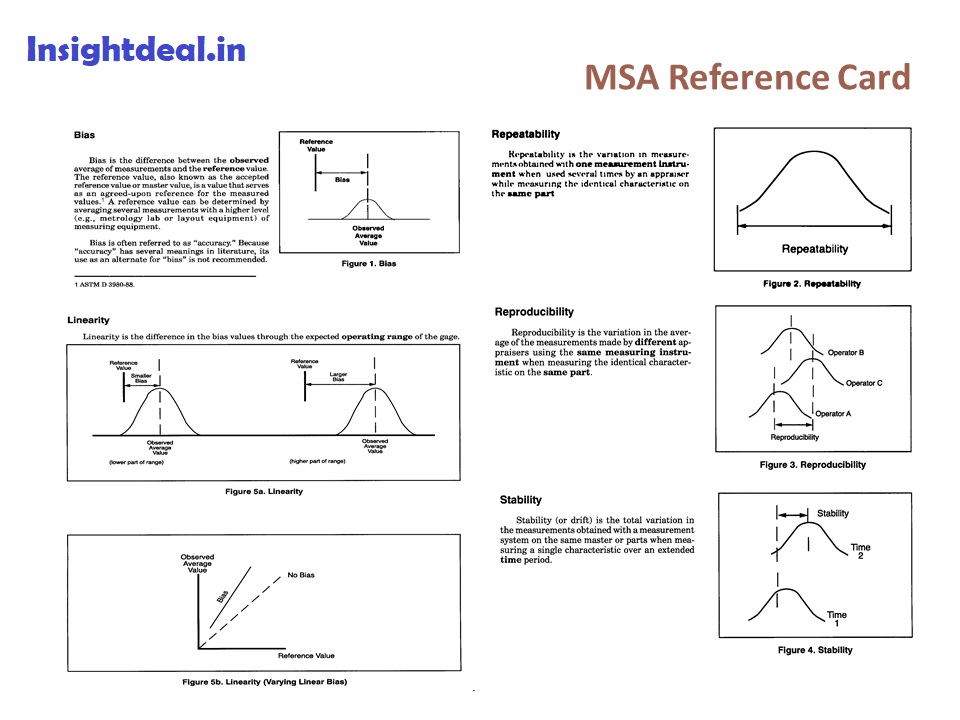
- Bias – Difference between the average or mean observed value and the target value
- Stability – A change in the measurement bias over a period of time
- A stable process would be considered in “statistical control”
- Linearity – A change in bias value within the range of normal process operation
- Resolution – Smallest unit of measure of a selected tool gage or instrument; the sensitivity of the measurement system to process variation for a particular characteristic being measured
- Accuracy – The closeness of the data to the target or exact value or an accepted reference value
- Precision – How close a set of measurements are to each other
- Repeatability – A measure of the effectiveness of the tool being used; the variation of measurements obtained by a single operator using the same tool to measure the same characteristic
- Reproducibility – A measure of the operator variation; the variation in a set of data collected by different operators using the same tool to measure the same part characteristic



{kind=link}